Литые колеблющиеся блесны
Автор: А. Кравченко
Большинство опытных спиннингистов применяют блесны собственного изготовления, при этом многие ИЗ них отдают предпочтение тяжелым колеблющимся блеснам: они не требуют дополнительного груза и обеспечивают максимальную дальность заброса.
Но технология штамповки таких блесен из меди или латуни толщиной 2-3 мм в домашних условиях сложна - требуются матрица, пуансон, пресс.
Предлагаю рыболовам относительно несложные в изготовлении колеблющиеся блесны (рис. 1).
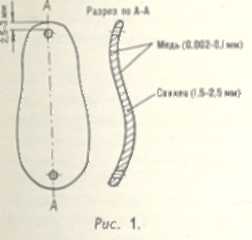
Медь (0.0020.1 мм) Свинец (1,5.2,6 мм)
Они могут иметь любую форму, профиль и вес (в частности, их можно подгрузить на любую из сторон) и в отличие от штампованных допускают «настройку» во время ловли путем небольшого изгиба всей блесны или отдельного ее участка.
Необходимо сразу отметить, что, несмотря на малую толщину свинца (всего 1,5-2,5 мм), блесна получается достаточно жесткой, не деформируется при вываживании даже достаточно крупных рыб, а отверстия под заводные кольца не прорываются даже при серьезных зацепах. Медное покрытие (толщиной 0,02 -0,1 мм), играя защитно-декоративную роль, также повышает жесткость блесны, при подсечке она не задерживается зубами хищника, и сходы практически не наблюдаются.
Перейдем к технологии изготовления литых блесен. Моделью может быть заводская блесна либо пластилиновая модель любой желаемой формы (в заводской блесне отверстия для заводных колец замазывают пластилином). Следует только иметь в виду, что вес изготовленной свинцовой блесны будет превышать вес модели (для модели из железа - примерно в 1,5 раза, из меди или латуни - в 1,3 раза, из пластилина - в 9 раз).
Подобрав или изготовив модель блесны, можно перейти к изготовлению формы. Проще всего сделать се из гипса, однако такая форма выдерживает не более 20 -30 отливок. При изготовлении из цемента (марок 400, 600) форма выдерживает несколько сотен отливок, и поверхность отливки практически не требует никакой дополнительной обработки перед омеднением.
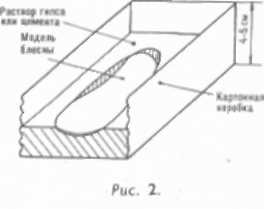
Для изготовления формы в картонную коробку, несколько превышающую по размерам модель и высотой 1-5 см, заливается (до половины) раствор гипса или цемента (густота сметаны).
затем в него погружается предварительно смазанная тонким слоем вазелина модель блесны. Легким постукиванием по коробке добиваются погружения модели в раствор на необходимую глубину (рис. 2).
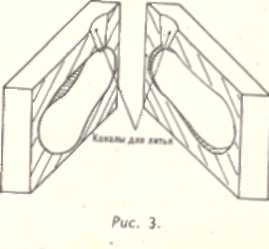
Затеков раствора на верхнюю поверхность модели бояться не следует. После частичного затвердения раствора (30 минут для гипса и 24 часа для цемента) затеки удаляются. После полного затвердения (2 часа гипс, 3 суток цемент) верхнюю поверхность формы и модели смазывают тонким слоем вазелина, и наверх наливается вторая порция раствора. После полного затвердения форма легко разнимается на две половины, в каждой из которых круглым напильником необходимо изготовить каналы для литья (рис. 3).
Форма становится пригодной для литья только после полной просушки - несколько суток (в зависимости от температуры).
Технология литья из свинца несложна и, по-видимому, не нуждается в детальном описании. Следует только отмстить, что первые несколько отливок (пока не прогреется форма и из нее не выйдут остатки влаги), как правило, получаются бракованными.
В отливке сверлом или шилом проделываются отверстия для заводных колец. Перемычка на краю блесны должна быть не менее 2- 2,5 мм (рис. 1).
Затем, после незначительной обработки - снятия заусениц ножом и заглаживания лицевой поверхности блесны при помощи железного или стального стержня (спицы), отливка покрывается медью гальваническим способом.
Для гальванического покрытия необходимо собрать несложную установку
(рис. 4).
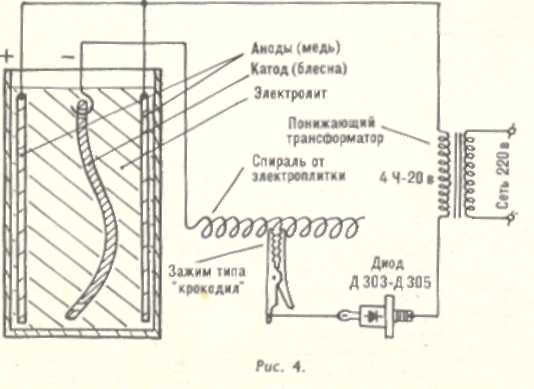
Гальванической ванной служит любая стеклянная банка, в которой при помощи медных неизолированных проводов укрепляются два куска меди - аноды и блесна - катод. Перед покрытием поверхность блесны должна быть очищена от жира, например протерта спиртом. Понижающий трансформатор с выпрямителем (диодом) служит источником постоянного тока. Трансформатор должен обеспечивать выходное напряжение 4-20 вольт. Можно применить силовой трансформатор от любого радиоприемника или телевизора. В этом случае в качестве понижающей обмотки используется обмотка, предназначенная для накала радиоламп. Выпрямительный диод - типов Д303 -Д305 или любой другой, рассчитанный на выпрямленный ток не менее 2 ампер.
В качестве источника постоянного тока можно также использовать автомобильный аккумулятор: само собой разумеется, что необходимость в трансформаторе и диоде при этом отпадает.
Автор серебрит поверхность блесны путем кипячения ее в течение 3-5 минут в следующем растворе: хлористое серебро (свежеосажденное) - 2 г; желтая кровяная соль - 20 г; сода кальцинированная - 20 г; вода дистиллированная или кипяченая - 1 л. Пленка серебра при этом получается прочнее и толще, чем при большинстве других химических способах.
Необходимо отмстить, что, пользуясь описанной несложной установкой для гальванического покрытия, можно покрывать блесны (также и из других материалов, например меди, латуни) не только медью, но и пленками других металлов, например никеля.
Состав электролита для никелирования будет следующим: сернокислый никель - 70 г; сернокислый натрий - 40 г; борная кислота - 20 г; хлористый натрий - 5 г; вода дистиллированная или кипяченая - 1 л. В качестве анодов при этом надо использовать пластины никеля.
В заключение могу сказать, что автор давно пользуется описанным способом изготовления блесен и берет на себя смелость заверить читателя, что литые колеблющиеся блесны - приманки удобные в изготовлении и применении.
Для регулировки величины тока служит реостат, состоящий из спирали от электроплитки (спираль осторожно растягивается, чтобы между соседними се витками образовался просвет) и зажима типа «крокодил».
Ток регулируется путем перемещения точки полсоединения зажима к спирали.
Для гальванического покрытия медью необходимо составить следующий электролит: сернокислая медь (медный купорос) - 200 г; серная кислота - 50 г; спирт - 5 г; вода дистиллированная или кипяченая - 1 л.
Электролит в процессе покрытия не расходуется, так как необходимый металл получается за счет постепенного растворения анодов.
Рекомендуемая плотность тока 3-5 а/дм2, или 0,03 - 0,05 а/см2. Однако требуемую величину тока можно подобрать практически, не измеряя его. При правильном режиме гальванического покрытия осажденный слой меди имеет телесный цвет и ровную мелкокристаллическую структуру. Вообще следует заметить, что чем меньше ток, тем лучше (ровнее и крепче) получается осажденный слой меди. Но с уменьшением тока возрастает время, необходимое для получения пленки требуемой толщины (при указанных плотностях тока оно колеблется от 5 до 30 минут). При слишком больших плотностях тока слой меди получается непрочным и кирпично-красного цвета - «подгорает».
Такой же эффект может быть и при нормальном режиме, если электролит загрязнен посторонними примесями.
После промывки медный слой полируется до зеркального блеска любым из известных методов.
Дальнейшая обработка (пассивирование, серебрение и т. п.) зависит от желания и возможностей читателя.






